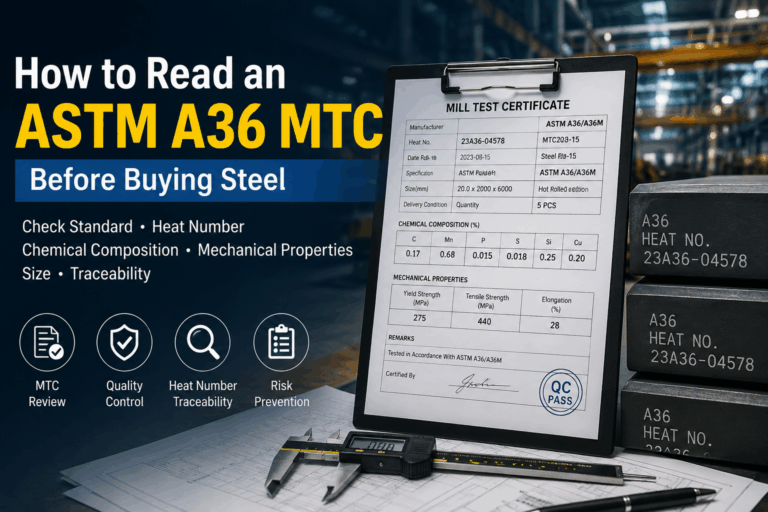
When people look up A2 tool steel heat treatment, they usually expect a clean temperature chart. What actually matters in production is more practical: whether the part survives machining, whether it holds tolerance after quenching, and whether it cracks during the first temper cycle.
In most tooling shops, A2 tool steel heat treatment is not treated as a textbook procedure. It is a sequence of decisions—temperature window, soak time, air cooling speed, and tempering strategy—all adjusted based on part geometry and failure risk.
If you are working with dies, punches, or shear components, the real question behind A2 tool steel heat treatment is simple: how do you avoid distortion while still reaching 58–62 HRC without unpredictable cracks?
Table of Contents
Why A2 behaves differently during heat treatment in real workshops
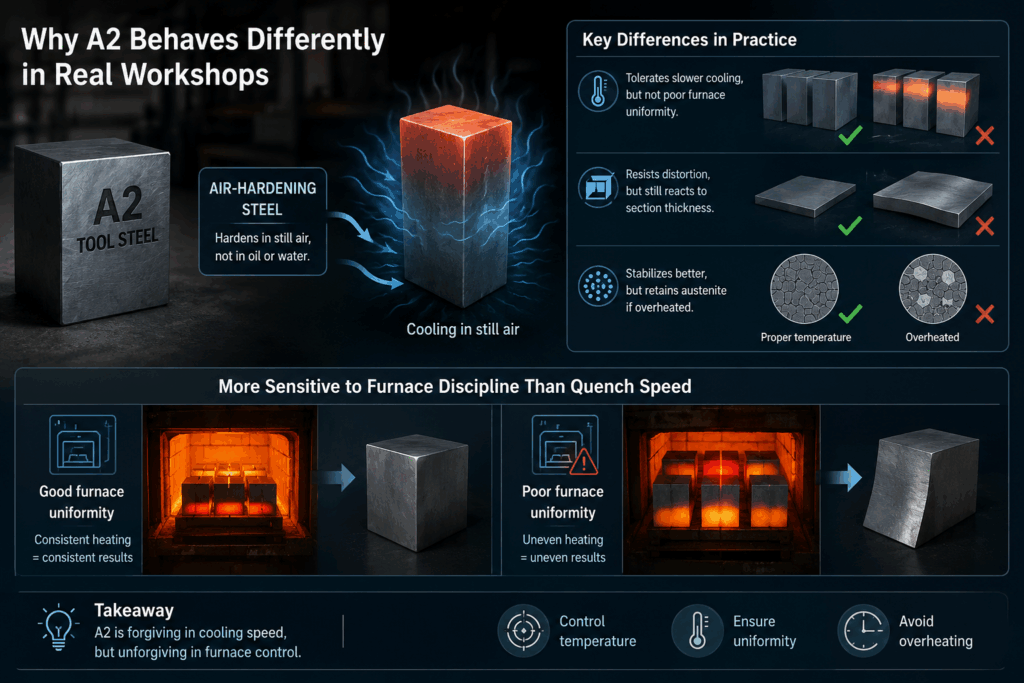
The first mistake engineers make with A2 tool steel heat treatment is assuming it behaves like oil-quenched steels.
In practice, A2 tool steel heat treatment behaves differently in three ways:
- It tolerates slower cooling, but not poor furnace uniformity
- It resists distortion, but still reacts to section thickness
- It stabilizes better, but retains austenite if overheated
This is why A2 tool steel heat treatment is often more sensitive to furnace discipline than to quench speed.
The real A2 tool steel heat treatment chart used in industry
Practical heat treatment window:
- Preheating: 650–800°C
- Austenitizing: 955–980°C
- Air cooling to room temperature
- Tempering: 180–540°C (double tempering preferred)
| Stage | Range | Practical meaning |
|---|---|---|
| Tavlama | 750–780°C | Machinability control |
| Sertleştirme | 955–980°C | Full transformation |
| Temperleme | 200–540°C | Final hardness balance |
In A2 tool steel heat treatment, the chart is not the process. It is only a reference window. Thickness, furnace load, and part geometry often shift the actual parameters.
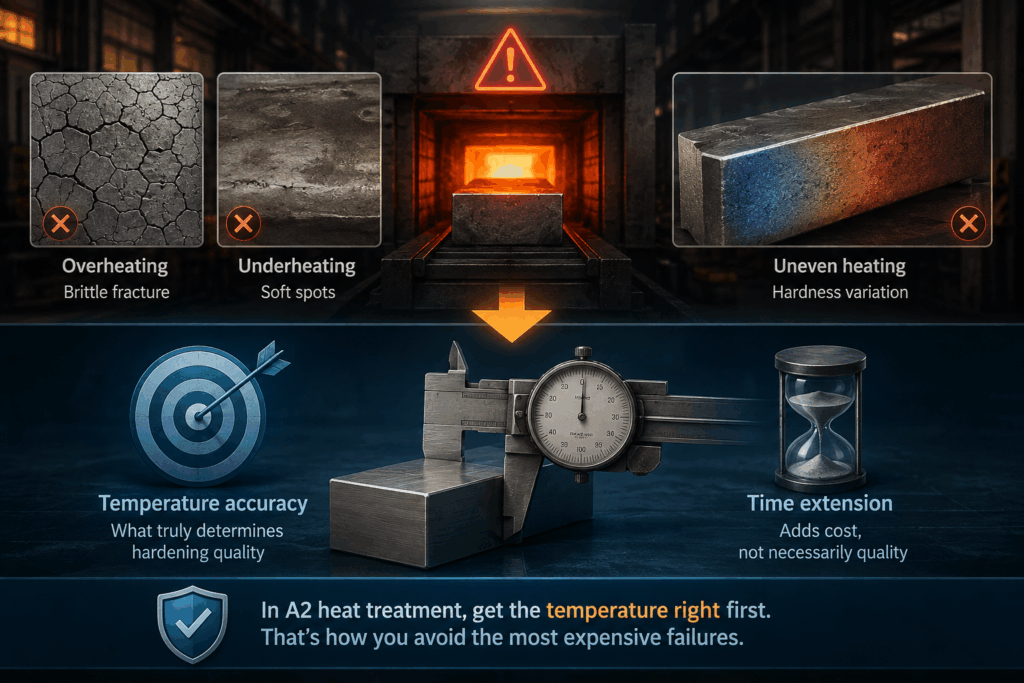
Why hardening temperature mistakes are the most expensive failure in A2 heat treatment
Most failures in A2 tool steel heat treatment come from the hardening stage, not tempering.
Typical issues:
- Overheating → grain coarsening → brittle fracture
- Underheating → incomplete austenitization → soft spots
- Uneven heating → hardness variation across section
A common misconception is that holding longer improves quality. In A2 tool steel heat treatment, excessive soak time often increases grain growth without improving hardness.
A practical rule used in workshops:
If the furnace is stable, A2 tool steel heat treatment depends more on temperature accuracy than time extension.
Tempering behavior that decides final hardness (HRC is not fixed)
After quenching, A2 tool steel heat treatment enters the most underestimated stage: tempering.
Key behavior:
- 200–250°C → maximum hardness retention
- 300–450°C → balanced toughness
- 500°C+ → toughness increase, hardness drop
In real tooling, A2 tool steel heat treatment rarely aims for maximum hardness alone. Punches and dies often fail not because they are soft, but because they are too brittle.
This is why double tempering is standard in A2 tool steel heat treatment, especially in precision die manufacturing.
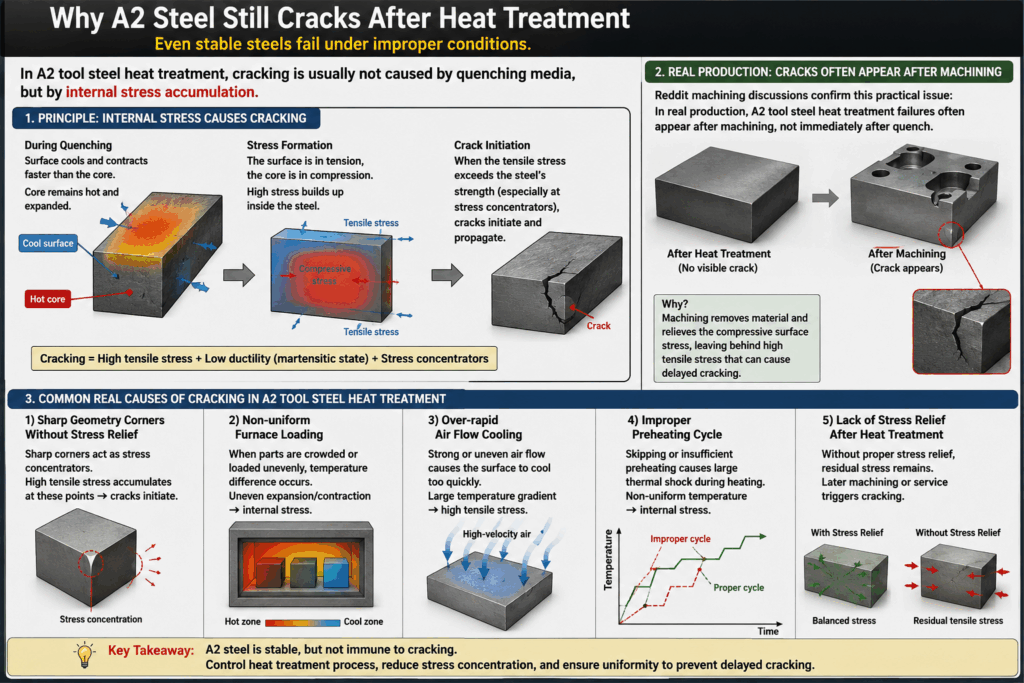
Why A2 steel still cracks after heat treatment
Even stable steels fail under improper conditions.
In A2 tool steel heat treatment, cracking is usually not caused by quenching media, but by internal stress accumulation.
Common real causes:
- Sharp geometry corners without stress relief
- Non-uniform furnace loading
- Over-rapid air flow cooling
- Improper preheating cycle
Reddit machining discussions confirm this practical issue:
Why dimensional distortion still happens in air-hardening A2
A frequent misunderstanding is that A2 tool steel heat treatment eliminates distortion.
It reduces it, not removes it.
Key factors:
- Section thickness variation
- Uneven heat penetration
- Residual stress release during cooling
- Fixture design in furnace
Engineering case notes from Practical Machinist discussions show similar patterns:
Where A2 is actually used after heat treatment
Once A2 tool steel heat treatment is completed properly, the material is typically used in:
- blanking dies under repeated load
- forming punches with moderate impact
- shear blades requiring edge stability
- precision stamping components
Is the failure really in the material or in the A2 tool steel heat treatment process?
In real production environments, A2 tool steel heat treatment is not a fixed recipe. It is a controlled balance between hardness, distortion, and internal stress.
If the goal is predictable tooling performance, A2 tool steel heat treatment should always be designed around part geometry first, and temperature chart second.
And in most failures seen in workshops, the problem is not the steel itself—but how A2 tool steel heat treatment is executed in real furnace conditions.
SSS
What hardness is realistic after A2 tool steel heat treatment?
Usually 56–62 HRC depending on tempering cycle.
Why does A2 lose hardness after tempering?
Because carbide precipitation changes matrix strength during A2 tool steel heat treatment.
Why do thin parts crack more easily?
Because cooling rate differences amplify stress during A2 tool steel heat treatment.
Is A2 better than oil hardening steels?
Not better—more stable. Selection depends on geometry and tolerance needs.