In the massive world of structural fabrication, ASTM A36 remains the undisputed king of mild steel. Whether you are erecting a skyscraper’s skeleton or fabricating heavy-duty machinery frames, A36 welding is a daily reality for thousands of fabrication shops worldwide. But why is this specific grade so ubiquitous, and what makes its chemistry so favorable for the arc?
Understanding the nuances of the weldability of A36 is the difference between a joint that stands for decades and one that fails under stress. In 2026, as structural standards become more rigorous, relying on “basic knowledge” isn’t enough. This guide provides a technical deep-dive into the protocols required to achieve X-ray quality results every time.
Table of Contents
What is Grade A36 Steel?
Before striking an arc, we must define the material. What is grade A36 steel? Produced by the American Society for Testing and Materials, A36 is a carbon structural steel with a yield strength of 36,000 psi. It is characterized by its relatively simple chemical composition, primarily consisting of carbon, manganese, phosphorus, sulfur, and silicon.
The beauty of A36 lies in its balance. It offers enough strength for heavy structural applications while maintaining enough ductility to be easily formed and machined. For a comprehensive breakdown of its mechanical thresholds, including tensile strength and elongation, you should consult our A36 Steel Properties Guide, which details how its chemistry dictates its behavior under thermal load.
The Fundamentals of A36 Welding
The most frequent question from apprentices and procurement officers alike is: Can A36 be welded? The answer is an emphatic yes. In fact, A36 is often used as the “benchmark” for weldability in the carbon steel category.
In the practice of A36 welding, the low carbon content (typically below 0.26%) is a massive advantage. It does not easily form brittle martensite during the cooling phase. This low carbon equivalent (CE) means that the process rarely requires the extreme precautions needed for high-carbon or tool steels. However, “easy to weld” does not mean “impossible to mess up.” Success depends on matching the welding process to the specific thickness and environmental conditions of the project.
Selecting the Right Process for A36 Welding Projects
While you can technically fuse A36 using almost any method, three specific welding process types dominate the industrial landscape due to their efficiency and penetration characteristics.
1.Shielded Metal Arc Welding (SMAW / Stick)
This is the go-to for field work and heavy construction. For structural projects involving A36 welding, the E7018 low-hydrogen electrode is the industry standard. It provides a 70,000 psi tensile strength, which over-matches the A36 base metal, ensuring the weld is stronger than the plate itself.
2.Gas Metal Arc Welding (GMAW / MIG)
In a controlled shop environment, MIG is king. Using an ER70S-6 filler wire with a 75/25 Argon/CO2 gas mix allows for high deposition rates and minimal cleanup. It is the most cost-effective way to handle high-volume production cycles.
3.Flux-Cored Arc Welding (FCAW)
When welding thick A36 plates (over 1 inch), FCAW provides the deep penetration necessary to ensure full fusion at the root. It is particularly effective for structural “T-joints” where lamellar tearing might be a concern.
Is an A36 Rod Weldable?
Technically, there is no such thing as an “A36 rod.” When people ask, “Is an A36 rod weldable?”, they are usually referring to whether filler metals with similar properties to A36 can be used.
The answer is that we use filler metals that match or exceed the properties of A36. Common electrodes like E6010, E6011, and E7018 are all perfectly “weldable” and compatible with A36 steel. The choice depends on the position of the weld and the required penetration depth. For deep-root passes on dirty steel, an E6010 is excellent, while E7018 is preferred for final, high-strength capping.
Mastering How to Weld A36 Steel
Achieving a professional result requires a disciplined approach. If you follow these steps, you minimize the risk of porosity and slag inclusions during A36 welding tasks.
1.Surface Preparation: A36 often comes with “mill scale”—a flaky, blue-grey oxide layer. You must grind this back to shiny metal. Welding over mill scale is the leading cause of lack of fusion.
2.Tack Welding: Use small, consistent tacks to maintain the root opening. For structural joints, refer to the AWS D1.1 Structural Welding Code for spacing.
3.Heat Management: Maintain a consistent travel speed. If you move too slowly, you risk a massive Heat Affected Zone (HAZ) which can soften the surrounding metal.
4.Cleaning: Between passes, use a wire wheel or chipping hammer to remove every trace of slag.
Mastering how to weld A36 steel isn’t about the speed of the arc; it’s about the quality of the preparation.

Critical Factors in A36 Welding: Preheat and Defects
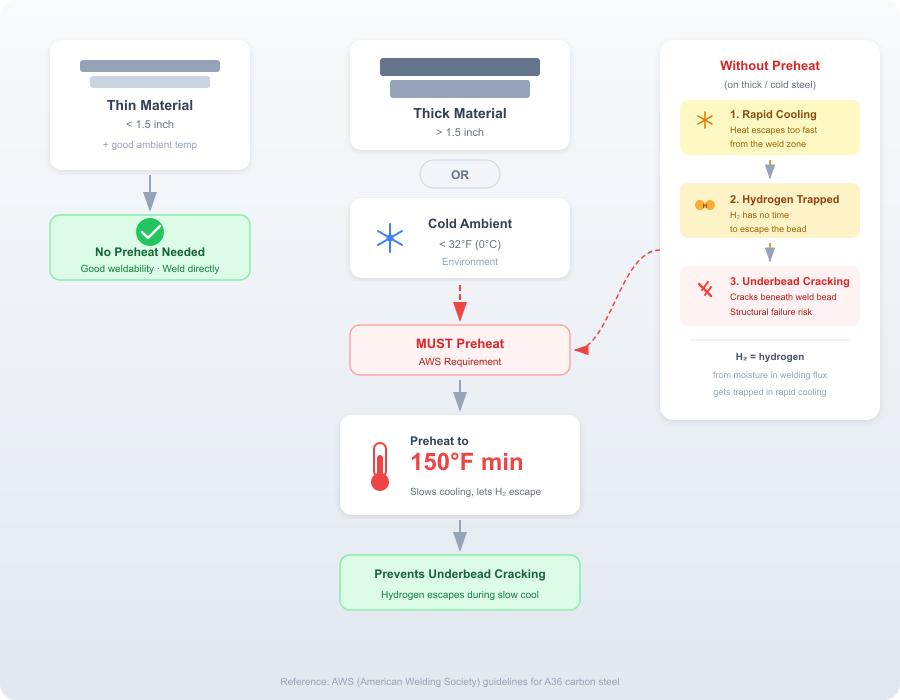
A common point of contention on the shop floor is whether to preheat A36 steel or not. Because the material has such excellent weldability, many welders skip preheating for thin materials.
However, according to the American Welding Society (AWS), preheating becomes mandatory as thickness increases in A36 welding. If the steel is over 1.5 inches thick, or if the ambient temperature is below 32°F (0°C), you must preheat the metal to at least 150°F. This slows the cooling rate and allows hydrogen to escape, preventing “underbead cracking.”
Can You Weld A36 Steel to Stainless Steel?
In many industrial builds, you may need to join carbon steel to corrosion-resistant materials. Can you weld A36 steel to stainless steel? Yes, but it requires a specific “bridge” filler metal.
You cannot use standard E7018 or 308L stainless wire for this type of A36 welding. Doing so will lead to “chrome dilution,” causing the weld to crack as it cools. The professional solution is to use 309L filler metal. The high alloy content of 309L compensates for the dilution from the A36 side, creating a stable, ductile joint between the two dissimilar metals.
Advanced Troubleshooting: Preventing Defects in Structural Joints
Despite its forgiving nature, structural joints can still fall victim to specific defects if the operator is careless.
- Lamellar Tearing: This occurs in thick “T” or “Corner” joints where the shrinkage of the weld pulls on the steel’s interior layers. Using “buttering” techniques (applying a layer of weld metal to the plate surface before making the joint) can mitigate this.
- Hydrogen Induced Cracking (HIC): Always keep your low-hydrogen rods (like E7018) in a heated rod oven. Moisture in the flux is the enemy of a clean joint.
Final Thoughts
Mastering the technical requirements of A36 welding is the cornerstone of a successful fabrication career. By understanding what is grade A36 steel and respecting the thermodynamic rules of its chemistry, you ensure that your structures are as safe as they are strong.
Whether you are deciding to preheat A36 steel or not or choosing between MIG and Stick, always prioritize the AWS standards. For more information on the metallurgical “why” behind these rules, don’t forget to review our A36 Steel Properties Guide to see how chemical
FAQ
Can A36 be welded without shielding gas?
Only if you are using SMAW (Stick) or Self-Shielded FCAW. For standard MIG welding, a shielding gas is mandatory to prevent porosity.
What is the best welding process for thin A36 sheet?
Short-circuit GMAW (MIG) is best for thin gauges to prevent “burn-through.”
Why is my weld cracking?
Usually due to high restraint or lack of preheat on thick sections. Check your hydrogen levels and ensure the base metal is clean.
Does A36 need post-weld heat treatment (PWHT)?
Generally, no. PWHT is only required for very thick structural sections (over 2 inches) or in specific pressure vessel applications defined by ASME.