
Most shops discover the same thing after the first batch of parts: A2 Tool Steel Machining is not particularly difficult, but it punishes poor process control faster than many alloy steels.Tool wear increases quickly. Surface finish becomes inconsistent. Drills lose their edge sooner than expected. Yet experienced machine shops run A2 every day without major issues.
The difference usually comes down to tooling strategy, cutting parameters, and how heat is controlled at the cutting zone.
If you are producing punches, dies, gauges, or wear components, this guide breaks down what actually works in real machining environments—not theory. You will see cutting speeds, drilling feeds, milling behavior, and failure patterns that directly affect A2 Tool Steel Machining results.A2 is widely used because it balances wear resistance and dimensional stability, as explained in our reference on A2 Tool Steel Properties
Table of Contents
Is A2 Tool Steel Difficult to Machine?
It depends on how it is supplied and how it is cut.
| Steel Grade | Relative Machinability |
|---|---|
| 4140 | 100% |
| O1 | 65–70% |
| A2 | 55–60% |
| D2 | 40–45% |
In real production, A2 Tool Steel Machining becomes stable only when:
- Material is fully annealed
- Cutter engagement is controlled
- Heat is managed through coolant and chip flow
Most failures come from heat accumulation, not hardness alone.
Typical wear modes include:
Tool wear in A2 is not just a hardness issue.
Typical wear modes include:
- Flank wear
- Edge chipping
- Built-up edge formation
- Thermal cracking at high speed
- Drill tip degradation in deep holes
In practice, most shops notice a pattern: when heat is controlled, A2 Tool Steel Machining becomes predictable even with moderate tool life.
Recommended Cutting Parameters for A2 Tool Steel Machining
There is no single universal setting.
But the following ranges are proven stable for annealed A2 in CNC environments.
| Tool Type | Cutting Speed |
|---|---|
| HSS | 20–30 m/min |
| Carbide | 80–120 m/min |
| Tool Type | Cutting Speed |
|---|---|
| Carbide End Mill | 90–140 m/min |
| Tool Type | Cutting Speed |
|---|---|
| HSS Drill | 10–20 m/min |
| Carbide Drill | 40–60 m/min |
Real adjustment factors always matter more than textbook numbers:
- Machine rigidity
- Tool stick-out
- Coolant delivery
- Material hardness variation
- Chip evacuation
One common mistake in A2 Tool Steel Machining is increasing spindle speed instead of improving chip removal. That usually creates heat, not efficiency.
Carbide or HSS: Which Tool Works Better?
In modern CNC production, carbide dominates most A2 operations.
HSS still works in low-volume or manual setups, but its edge degrades quickly under A2’s abrasive carbides.
| Tool Material | Best Use Case |
|---|---|
| HSS | Manual / repair work |
| Carbide | General CNC machining |
| TiAlN Carbide | Production machining |
Many production shops standardize on TiAlN-coated carbide because it stabilizes temperature during cutting, especially in continuous A2 Tool Steel Machining cycles.
How to Drill A2 Tool Steel Without Breaking Drills
Drilling is where most failures happen.
Not because A2 is extremely hard—but because heat builds up inside the hole.
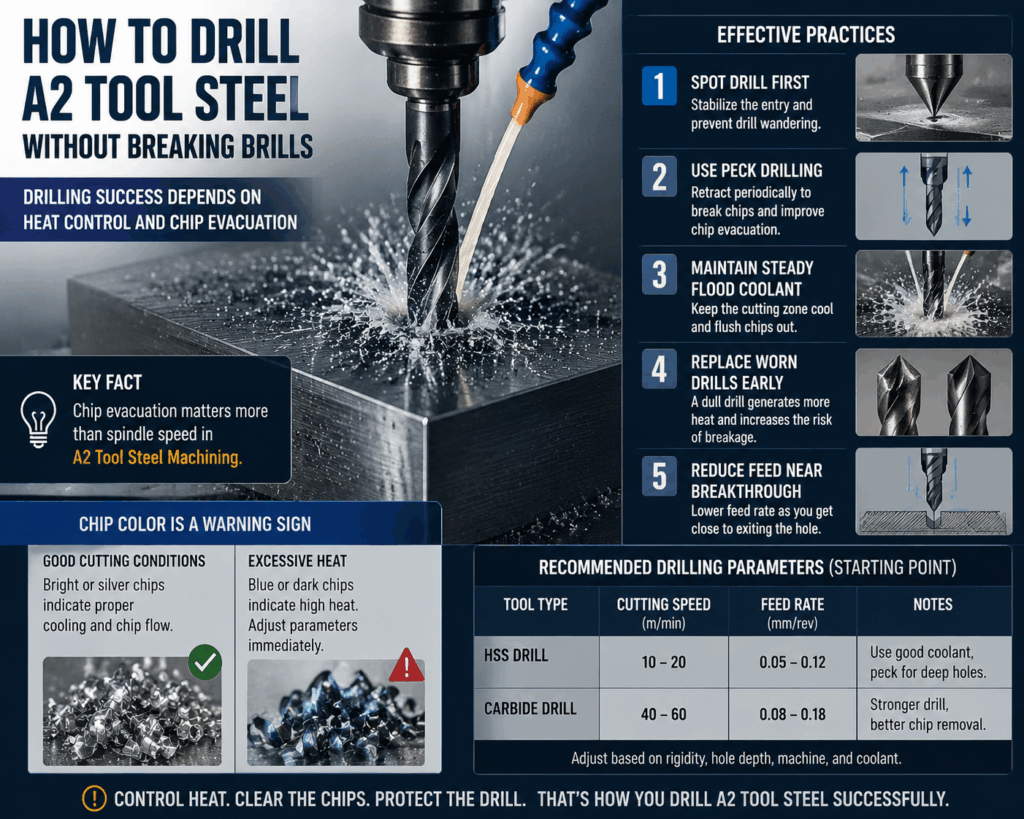
Effective practices:
1.Spot drill first to stabilize entry
2.Use peck drilling for chip evacuation
3.Maintain steady flood coolant
4.Replace worn drills early
5.Reduce feed near breakthrough
A key detail often ignored: chip evacuation matters more than spindle speed in A2 Tool Steel Machining.
Blue chips usually indicate excessive heat buildup and should trigger immediate parameter adjustment.
Why Chatter Happens in A2 Tool Steel Milling
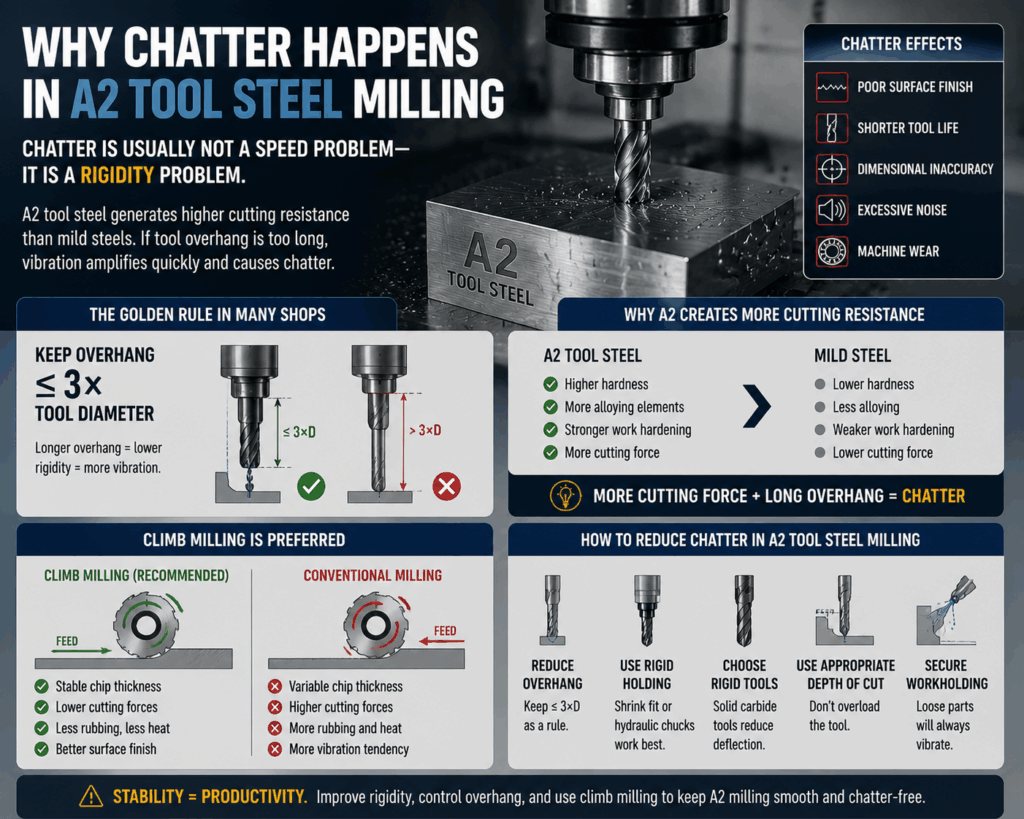
Chatter is usually not a speed problem—it is a rigidity problem.
A2 generates higher cutting resistance than mild steels. If tool overhang is too long, vibration amplifies quickly.
Rule used in many shops:
- Keep overhang ≤ 3× tool diameter
Climb milling is also preferred because it stabilizes chip thickness and reduces rubbing.
Can A2 Tool Steel Be Machined After Heat Treatment?
Yes, but it changes the entire process.
After hardening (58–62 HRC), traditional carbide machining becomes inefficient.
Most shops switch to:
- CBN tooling
- Surface grinding
- Wire EDM
- Sinker EDM
Typical finishing allowance:
| Operation | Stock |
|---|---|
| Rectificado | 0.1–0.3 mm |
| Finish milling | 0.2–0.5 mm |
Why Shops Machine A2 Before Hardening
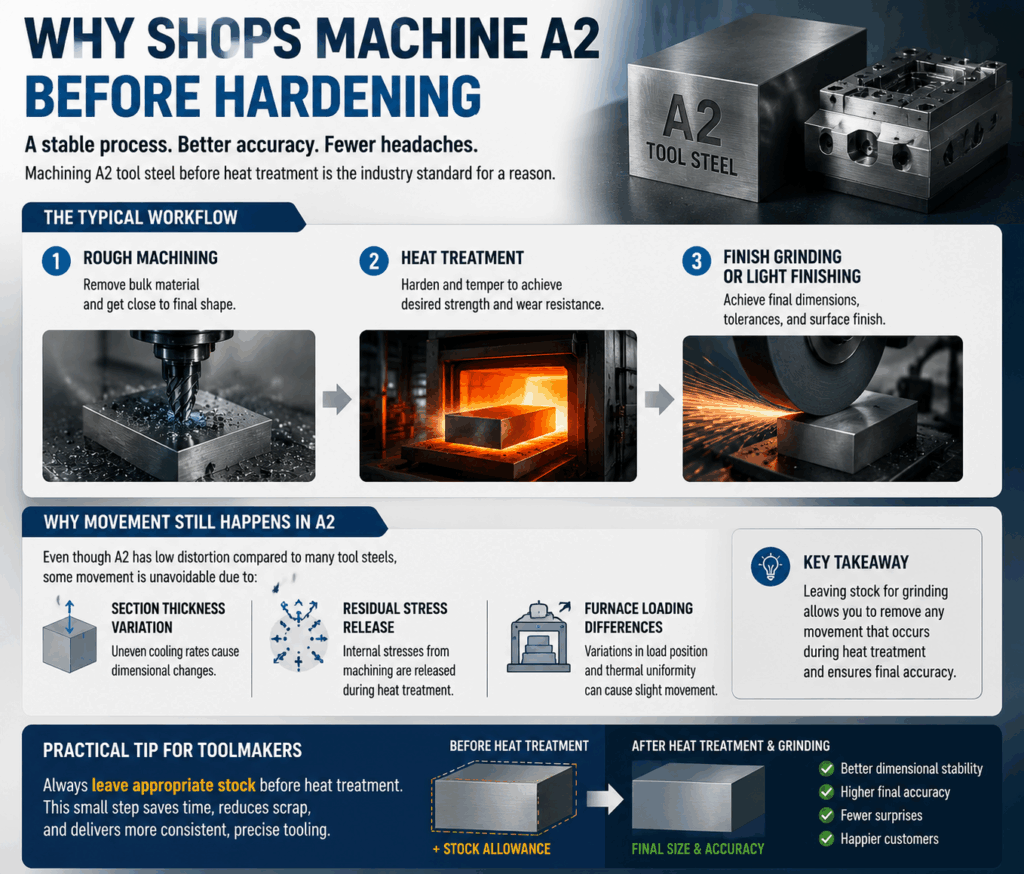
A stable workflow is usually:
1.Rough machining
2.Heat treatment
3.Finish grinding or light finishing
Even though A2 has low distortion, movement still happens due to:
- Section thickness variation
- Residual stress release
- Furnace loading differences
That is why most toolmakers leave stock intentionally before heat treatment in A2 Tool Steel Machining workflows.
Final Insight
The real difference in A2 Tool Steel Machining is not equipment—it is process discipline.
When chip control, tool selection, and cutting stability are aligned, A2 becomes a predictable production material rather than a difficult one.
Most machining failures come from heat buildup and vibration—not the steel itself.
PREGUNTAS FRECUENTES
What is the best cutting speed for A2 tool steel?
For annealed A2, carbide tools typically run 80–140 m/min depending on rigidity and depth of cut.
Is A2 harder to machine than 4140?
Yes. Chromium carbides increase abrasion and tool wear compared with 4140.
What coolant works best for A2 machining?
Flood coolant is preferred because it stabilizes heat and improves chip evacuation.
Can A2 be machined after hardening?
Yes, but EDM or grinding is more practical above 58 HRC.
How do you reduce chatter in A2 machining?
Reduce overhang, improve rigidity, maintain chip load, and avoid excessive spindle speed.

