
Whether you are a custom knife maker fabricating a heavy-duty hunting blade, or a machinist designing industrial stamping dies, working with high-carbon, high-chromium alloys requires precision. Among the most popular choices in the metallurgical world is d2 tool steel. Known for its rugged durability, this semi-stainless alloy offers a phenomenal balance of toughness and cutting performance.
However, raw steel is only as good as the thermal processes applied to it. Unlocking the true potential of this material relies entirely on mastering the d2 heat treatment. Without precise temperature control, calculated soak times, and proper cooling methods, even the finest piece of steel will fail under pressure.
In this comprehensive guide, we will break down everything you need to know about the d2 tool steel heat treatment, from initial annealing and preheating to the critical steps of quenching, cryogenic cooling, and tempering.
Índice
What is D2 Steel? Core Properties and Comparisons
D2 vs Other Tool Steels
- D2 steel vs A2 tool steel: When choosing between these two giants, the decision comes down to wear versus toughness. D2 contains significantly more carbon and chromium than A2, meaning D2 holds a cutting edge much longer. However, A2 takes the lead in overall impact toughness and is slightly easier to machine.
- CPM-D2 vs standard D2 properties: You may also encounter CPM-D2, which is created using Crucible Particle Metallurgy (powder metallurgy). Standard D2 has large, irregularly shaped carbides that can lead to micro-chipping on very thin knife edges. CPM-D2, on the other hand, distributes these carbides evenly and finely throughout the steel matrix. This results in the same great wear resistance but with vastly improved toughness and ease of sharpening.
The Goal: Hitting the Sweet Spot for Hardness

Step 1: Annealing D2 Steel
If you are forging D2 (which is incredibly difficult) or reshaping an already hardened piece of steel, you must return it to its softest possible state before machining. Learning how to anneal high carbon steel like D2 requires patience, as the cooling process must be painfully slow.
The Annealing Process:
- Protect the Steel: Place the steel in an airtight stainless steel foil envelope. This prevents decarburization during high temperature heating, a phenomenon where the carbon literally bakes out of the surface of the steel, leaving a soft, useless outer layer.
- Heat to 1600°F – 1650°F: Bring your heat-treating kiln to this temperature and let the steel soak for about two hours per inch of thickness.
- Slow Cooling: Decrease the kiln temperature at a rate of no more than 40°F (22°C) per hour until it reaches 1000°F.
- Air Cool: Once below 1000°F, you can safely turn the kiln off and let the steel cool to room temperature in still air.
Step 2: Preheating (Stress Relief)
Never take D2 steel from room temperature directly to its final hardening temperature. Because D2 has complex alloy additions, shocking the steel with immediate, massive heat can cause warping or micro-cracking.
The industry standard for preheating temperatures for alloy steel involves a two-step ramping process:
- First Preheat: Slowly heat the part to roughly 1100°F – 1200°F (593°C – 648°C) and let it equalize.
- Second Preheat: Ramp the heat up to 1400°F – 1450°F (760°C – 788°C) and let it equalize again.
This meticulous preheating phase is essential for reducing internal stress during cooling later in the process. By ensuring the core and the surface of the steel expand at the same rate, you drastically minimize the risk of a warped blade or cracked die.
Step 3: Austenitizing (Hardening)
Soak Time: D2 requires a relatively long soak time compared to simpler carbon steels. For a standard knife blade (1/8 inch to 3/16 inch thick), an active soak time of 15 to 20 minutes is ideal. For thicker industrial parts, calculate about 30 to 45 minutes per inch of thickness.
Target Temperature: 1850°F to 1875°F (1010°C to 1024°C).
Actionable Tip: Continue using stainless steel tool wrap during the austenitizing phase. To completely eliminate scale and decarburization, place a small piece of combustible material (like a piece of paper or a spritz of WD-40) inside the foil packet before sealing it. The material will burn up instantly, consuming the trapped oxygen.
Step 4: Quenching (Air Cooling)
Unlike simple 1095 carbon steel, which requires a rapid plunge into warm oil to harden, D2 boasts incredible air-hardening steel properties. This means you do not need—and in fact, should not use—liquid quenchants, which would cool the steel too fast and risk shattering it.
How to Quench D2: Once the soak time is complete, remove the foil-wrapped steel from the kiln. You can quench it by placing it on a heat-resistant rack in still ambient air, or by using forced air (like a fan) to speed up the cooling.
For knife makers, “plate quenching” is a highly favored method. This involves clamping the glowing hot blade between two thick, flat aluminum plates. The aluminum rapidly acts as a heat sink, drawing the temperature out of the steel evenly while keeping the blade perfectly straight. The goal is to cool the steel below 150°F (65°C) safely and uniformly.
Step 5: Cryogenic Treatment (Optional but Highly Recommended)
As D2 cools from its hardening temperature, the molecular structure transforms from austenite into hard martensite. However, due to its high alloy content, this conversion is rarely 100% complete at room temperature. A significant amount of soft austenite can remain trapped in the steel.

Implementing a cryogenic treatment for tool steel is the absolute best method for preventing retained austenite.
The Benefit: Soaking the steel at these sub-zero temperatures for 2 to 4 hours forces the remaining retained austenite to convert into martensite. This simple step can add an extra 1 to 2 points of HRC hardness and vastly improve the dimensional stability of the tool.
The Process: Immediately after the steel has cooled to room temperature (do not wait, or the austenite will stabilize), submerge the part in liquid nitrogen (-320°F) or a dry ice and alcohol slurry (-100°F).
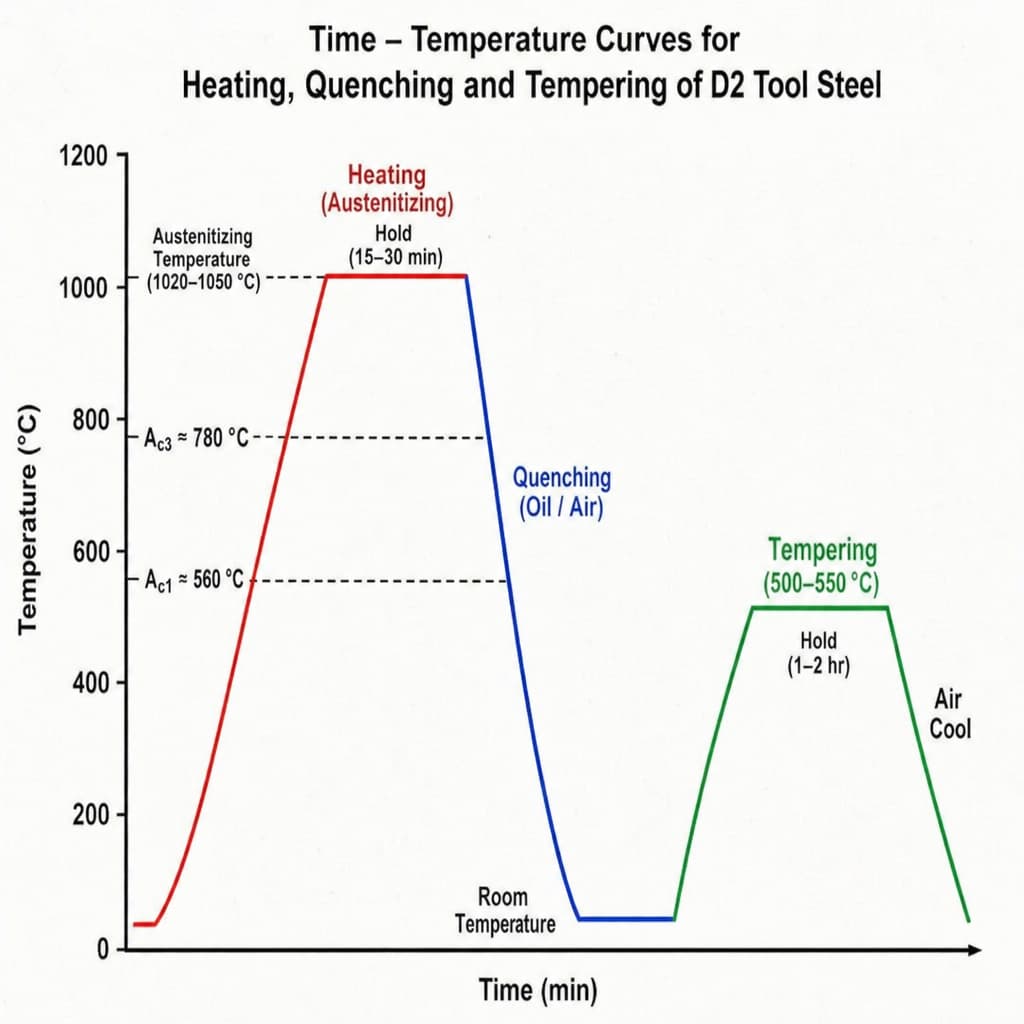
To better understand how D2 tool steel responds during heat treatment, it is important to visualize the entire process from austenitizing to controlled cooling and tempering.
The following video demonstrates the industrial heat treatment cycle of tool steels, including heating in a controlled furnace environment, quenching behavior, and subsequent tempering to achieve the final hardness and wear resistance characteristics.
This process is critical for D2 steel because its high carbon and high chromium composition makes it highly sensitive to thermal control, directly affecting carbide formation and dimensional stability.
As shown in the video, the heat treatment process of D2 steel is not a single-step operation but a controlled sequence of heating, cooling, and tempering stages.
Each stage plays a critical role in determining the final microstructure, especially the formation of martensite and the distribution of chromium carbides, which directly influence wear resistance and toughness.
According to industrial heat treatment practice, even small deviations in temperature or cooling rate can significantly affect hardness consistency and dimensional stability in D2 tool steel applications.
This is why precise furnace control and process consistency are essential in manufacturing high-performance cutting tools, dies, and industrial wear components.
Step 6: Tempering (Dialing in the Toughness)
Directly out of the quench (or cryo bath), your D2 steel is likely sitting around 63-64 HRC. At this state, it is “glass hard” and highly brittle. Dropping it on a concrete floor could cause it to shatter. To make the tool usable, you must perform a double tempering procedure.
Tempering relieves the massive internal stresses generated during the quench and slightly lowers the hardness in exchange for a massive boost in toughness.
Proper Quenching and Tempering Cycles for D2: To achieve the ideal 60-62 HRC, you should temper the steel at 400°F to 425°F (204°C – 218°C).
- First Temper: Place the cleaned steel into an oven preheated to your target temperature for 2 hours.
- Air Cool: Remove the steel and let it cool completely to room temperature. This cooling phase is vital, as it allows newly formed martensite (converted during the first temper) to settle.
- Second Temper: Place the steel back into the oven at the exact same temperature for another 2 hours.
- Final Cool: Let it air cool to room temperature once more.
Why double temper? High alloy steels like D2 naturally resist structural changes. A single temper is simply not enough to fully relieve the internal stresses and temper the freshly converted martensite. Skipping the second cycle of these quenching and tempering cycles leaves the blade susceptible to micro-chipping.
Common Mistakes to Avoid in D2 Heat Treating
Even seasoned professionals can make errors when working with complex alloys. To ensure your d2 heat treatment is successful, avoid these common pitfalls:
- Rushing the Preheat: Throwing cold D2 into a 1850°F kiln is a recipe for distortion. Always respect the two-step preheat.
- Overheating the Temper: If you accidentally temper D2 above 500°F, you risk entering a zone of “temper embrittlement,” where the steel actually loses toughness despite becoming softer. Stick strictly to the 400°F – 500°F range depending on your hardness goals.
- Skipping the Foil Wrap: Oxygen is the enemy of high carbon steel at high temperatures. Failing to wrap your blade will lead to deep surface pitting and a soft, decarburized edge that will never hold a sharp cut.
Conclusão
Mastering the d2 tool steel heat treatment is a badge of honor for any knife maker, machinist, or metallurgist. While it requires strict temperature controls, extended soak times, and specific atmospheric protections, the resulting product is well worth the effort.
By understanding the high-chromium nature of the alloy, utilizing precise preheating, leveraging plate quenching, and committing to a rigorous double tempering protocol, you will consistently yield tools of exceptional quality. When treated correctly, D2 steel rewards you with a blade that aggressively bites into material, shrugs off abrasive wear, and retains its razor edge long after lesser steels have dulled.
FAQ
Can D2 steel be heat-treated?
Yes. D2 steel is specifically designed to be heat treated. It is an air-hardening tool steel that undergoes a controlled process of austenitizing, air cooling, and tempering to achieve high hardness and wear resistance, typically used in cutting tools and industrial dies.
How to heat treat D2 steel at home?
Heat treating D2 steel at home is not recommended because it requires precise temperature control and a controlled atmosphere furnace. The process involves heating to approximately 1000–1040°C (1832–1904°F), air cooling, and multiple tempering cycles. Without industrial equipment, it is difficult to achieve stable hardness and may lead to cracking or poor performance.
How long to heat treat D2 steel?
The total heat treatment time depends on section size and furnace conditions. Generally, soaking time at hardening temperature is about 20–45 minutes after reaching full temperature, followed by air cooling and multiple tempering cycles, each lasting around 1–2 hours. Industrial processes may take several hours in total.
What is the difference between CPM D2 and D2?
CPM D2 is a powder metallurgy version of conventional D2 steel. The main difference is microstructure:
CPM D2 has finer, more uniform carbide distribution, improving toughness and machinability
Conventional D2 has larger carbides, offering high wear resistance but slightly lower toughness
CPM D2 generally performs better in demanding applications requiring improved edge stability and reduced chipping.
What is the heat treatment temperature of D2 steel?
D2 steel is typically hardened at 1000–1040°C (1832–1904°F). This temperature allows full austenitizing and carbide dissolution before air cooling, which forms a hard martensitic structure.
Why is D2 steel air hardened instead of oil quenched?
D2 steel is air hardened because of its high alloy content. Air cooling reduces thermal shock and minimizes distortion compared to oil or water quenching, making it ideal for precision tools and dies where dimensional stability is critical.
What hardness can D2 steel achieve after heat treatment?
After proper heat treatment and tempering, D2 steel typically reaches 58–62 HRC, depending on the tempering temperature and cooling conditions. This high hardness is what gives D2 its excellent wear resistance.


